Die „Autonome Zelle“: Das erste autonom arbeitende Werkstattkonzept
Auf der HOLZ-HANDWERK zeigt HOMAG erstmals eine Werkstatt, die völlig autonom arbeitet. Die Werkstatt besteht aus zwei Zellen, die in sich bereits vollautomatisiert und verkettet sind.
-
![1 Werkstatt, 3 Zellen, 1000 Möglichkeiten: Die erste „Autonome Zelle“ im Holzhandwerk]()
1 Werkstatt, 3 Zellen, 1000 Möglichkeiten: Die erste „Autonome Zelle“ im Holzhandwerk -
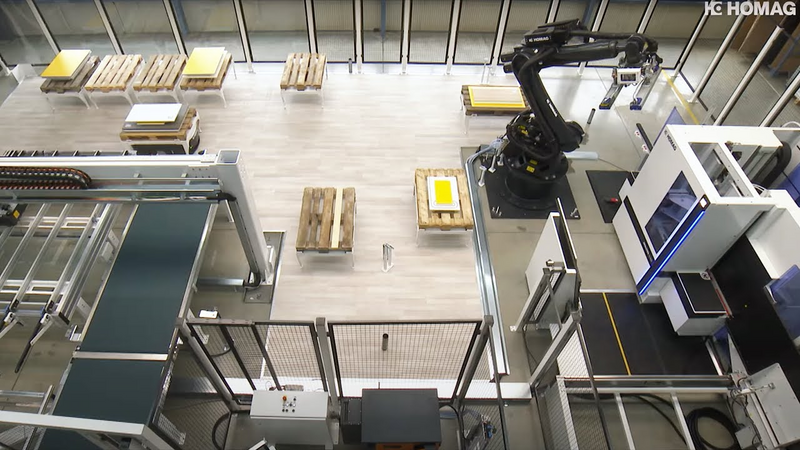
![Video: Die "Autonome Zelle" von HOMAG]()
Flexible Verkettung von Bearbeitungszentren durch Fahrerlose Transportsysteme (TRANSBOT) Bitte bestätigen Sie, dass bei der Nutzung von YouTube Daten wie Ihre IP-Adresse, Browser-Kennung und ähnliches an Google übermittelt werden können.
» Datenschutzerklärung -
![Die erste "Autonome Zelle" im Holzhandwerk: Fahrerlose Transportsysteme live im Einsatz]()
Die erste "Autonome Zelle" im Holzhandwerk: Fahrerlose Transportsysteme live im Einsatz Bitte bestätigen Sie, dass bei der Nutzung von YouTube Daten wie Ihre IP-Adresse, Browser-Kennung und ähnliches an Google übermittelt werden können.
» Datenschutzerklärung -
![Sie war live im Einsatz: Die erste „Autonome Zelle“ im Holzhandwerk]()
Live im Einsatz: Die erste „Autonome Zelle“ im Holzhandwerk -
Video: Design meets digital in Milan: That’s what the visitors of XYLEXPO say! Bitte bestätigen Sie, dass bei der Nutzung von YouTube Daten wie Ihre IP-Adresse, Browser-Kennung und ähnliches an Google übermittelt werden können.
» Datenschutzerklärung



Verbunden werden diese beiden Zellen durch autonom arbeitende Helferlein: Im Einsatz sind Fahrerlose Transportfahrzeuge (FTF), die die komplette Organisation der Teile-Logistik zwischen den Zellen übernehmen und dieses Werkstattkonzept somit zur ersten „Autonomen Zelle“ im Holzhandwerk werden lassen.
Die „Autonome Zelle“ kann ihre Flexibilität sowohl im Handwerk als auch in der Industrie, in der Serien und Losgröße-1-Produktion voll ausspielen und eröffnet bisher nie da gewesene Optionen in der zukünftigen Fertigung in kleinen und mittelständischen Betrieben.
ZELLE 1: Kanten-Hightech mit integriertem Werkstückhandling
Bestens geeignet für Anwender mit maximaler Teile- und Materialvielfalt in der Kantenbearbeitung: Die Kantenanleimmaschine EDGETEQ S-500 (bisher KAL 370) ist in Kombination mit der Rückführung LOOPTEQ O-600 (bisher TFU 521) maximal flexibel. Miteinander vernetzt sind die beiden Elemente durch die Zellensteuerung woodFlex. Diese Steuerung ist modular aufgebaut und offen für zukünftige Anforderungen oder Erweiterungen und schafft Sicherheit, optimiert Abläufe und steigert die Effizienz. Damit die Zelle jedes Werkstück richtig bearbeiten kann, wird jedes Teil im Vorfeld mit einer digitalen Identität (Barcode) ausgestattet, die alle Bearbeitungsdaten enthält.
Kanten-Hightech: Flexibilität³
Die neue EDGETEQ S-500 verfügt über eine Flexibilität, die es bisher so nicht gab: Sie ist in der Lage 3 Profile zu bearbeiten und verfügt zudem über
3 verschiedene Kantenfügeverfahren gleichzeitig.
Eine hohe Bearbeitungsflexibilität und Rüsten auf Knopfdruck sind oft „Stellschrauben“ zur Steigerung der Produktivität. Hier ist die neue 3-Profiltechnik ideal. Sie schafft den schnellen, automatischen und wiederholgenauen Wechsel zwischen 3 Profilen und Fase 20°. Das „Paket 3-Profiltechnik“ beinhaltet ein Feinfräsaggregat für 3 Radien, den 3-Profilkopf am Formfräsaggregat FK30 sowie eine Profilziehklinge für mehr als 3 Radien. Wer in kurzen Zeitabständen das Verfahren zum Anleimen der Kanten (PU, EVA oder die Nullfugen-Technik airTec) wechseln möchte, kann jetzt alle 3 Kantenanleim-Verfahren auf einer Maschine betreiben (bspw. airTec im automatischen Wechsel mit EVA auf Knopfdruck).
Integriertes, automatisiertes Werkstückhandling
Den vollautomatisierten Teilefluss für die EDGETEQ S-500 übernimmt die Werkstückrückführung LOOPTEQ O-600. Hier wurde die automatisierte Rückführung mit einer Stapelanlage kombiniert – so können fertige Werkstücke ausgeschleust oder automatisch abgestapelt werden. Das erledigt das Portal mit breitenabhängiger Drehfunktion und neu entwickelter Vakuum-Traverse für schonendes Handling. Die Rückführung ist für ein Teilespektrum von 240x80 mm bis 1200x3000 mm ausgelegt und in die Maschinensteuerung der Kantenanleimmaschine integriert.
Die Vorteile durch integriertes Werkstückhandling
- Geringe Qualitätskosten durch schonende Vakuum-Traverse
- Flexible Personalorganisation, dank 1-Mann-Bedienung
- Körperliche Entlastung des Personals
- Verketteter Materialfluss mit hoher Leistung
- Effizienz: Definierte Drehung für prozessorientierte Teile-Rückführung
- Volle Integration in Maschinensteuerung (powerTouch)
ZELLE 2: Roboterhandling an vertikaler CNC-Bearbeitungsmaschine
Verfügbarkeiten von annähernd 100 %, eine hohe Wiederholgenauigkeit und punktgenaues Teilehandling: Roboter sind zuverlässige Partner und erhöhen die Wirtschaftlichkeit der Produktion. Die zuverlässige, durchgängige Teileversorgung macht jede CNC-Maschine zu einem Hochleistungszentrum und damit zur optimal produzierenden Fertigungszelle.
Auf der HOLZ-HANDWERK übernimmt ein 6-Achs-Roboter das automatisierte Teilehandling beim vertikalen Bearbeitungszentrum DRILLTEQ V-500 (bisher BHX 200). Die Integration in die Zellensteuerung erlaubt eine sehr einfache Bedienung des Roboters. Zusätzlich lassen sich Funktionen wie Ausrichten, Validieren und Wenden der Teile einfach in den Prozess integrieren. Auch die Implementierung von neuen Werkstücken in den Prozess ist sehr einfach umzusetzen.
Die Vorteile durch Roboterhandling
- Platzsparendes Konzept
- Material- und oberflächenschonendes Handling
- Entlastung für das Personal
- Hohe technische Verfügbarkeit und steigende Wertschöpfung
- Teile-Identifizierung durch Barcode oder RFID möglich
ZELLE 3: Flexible Verkettung durch Fahrerlose Transportsysteme
Kleine, autonom arbeitende Logistik-Helfer verbinden die beiden vollautomatisiert arbeitenden Zellen und machen daraus eine völlig selbstständig arbeitende Werkstatt: Im Einsatz sind Fahrerlose Transportfahrzeuge (TRANSBOT), die die Bohrzelle mit fertig bearbeiteten Stapeln aus der Kantenzelle versorgen.
Der komplette Ablauf: Der Materialfluss in der Zelle
Automatisierte Kantenzelle:
- Kennzeichnung jedes Werkstücks mit einem individuellen Barcode
- Bekantung der Teile 1 bis 4 mal. Rücktransport durch LOOPTEQ O-600 (bisher TFU 521)
- Abstapelung der Teile durch Stapelanlage des LOOPTEQ O-600
Fahrerloses Transportfahrzeug (FTF): Transportiert die fertig bekanteten Stapel auf den Roboter-Beschickplatz der CNC-Roboter-Zelle (falls dieser belegt ist, transportiert der TRANSBOT den Stapel auf einen Pufferplatz)
- CNC-Roboter-Zelle: Der Roboter beschickt die DRILLTEQ V-500 (bisher BHX 200) mit den fertig bekanteten Teilen
- Roboter stapelt anschließend die fertig gebohrten/gedübelten Teile ab
TRANSBOT: Transportiert die fertig bekanteten & gebohrten/gedübelten Stapel auf einen Pufferplatz und bewegt eine leere Lastmittelaufnahme vom Roboter-Beschickplatz auf den Roboter-Abstapelplatz
TRANSBOT: Transport des nächsten fertig bekanteten Stapels zum Beschickplatz der CNC-Roboter-Zelle (entweder aus dem Puffer oder von der Stapelanlage des LOOPTEQ O-600)
Gleichzeitig beschicken weitere TRANSBOTs den Stapelplatz des LOOPTEQ O-600 mit neuer, leerer Lastmittelaufnahme
SOFTWARE: Smarte Vernetzung der Zellen mit den Fahrerlosen Transportfahrzeugen (FTF)
Den Schlüssel zur vernetzten Kommunikation in der Zelle bildet das HOMAG Fertigungsleitsystem ControllerMES. Es kommuniziert übergreifend mit den einzelnen Steuerungen der automatisierten Kantenzelle und der CNC-Roboter-Zelle sowie mit der Steuerung der TRANSBOT. Hier kommt die „AGV-Zellensteuerung“ (AGV = Automated Guided Vehicle) zum Einsatz. Diese ist eng mit einem Flottenmanager verbunden, der die komplette Planung der Fahrtrouten der TRANSBOT übernimmt.
Die Vorteile durch die „Autonome Zelle“
- Kombination von Prozesswissen der Holzbearbeitung und TRANSBOT-Technologie
- Materialverwaltung aus einer Hand
- Bereit für die Anbindung an das Ökosystem tapio
- Flexible Verkettung von Bearbeitungszellen: Räumliche Flexibilität, keine starre Verkettung durch Rollenbahnen
- Kurzfristiges Reaktionsvermögen: Einfache, nachträgliche Änderungen des Produktspektrums und der Bearbeitungsreihenfolge
- Skalierbar und modular: Einfaches, nachträgliches Erweitern möglich